
2010����“�ο˱�”����
���Ӽ��ܴ���
�����ļ�
���쵥λ������Ժ�����ʲ��ල����ίԱ��
֧�ֵ�λ���й���е����ѧ��
�а쵥λ�������ο����˿Ƽ�����˾
2010��5�� �й� ����
2010����“�ο˱�”���ʺ��Ӽ��ܴ���
�������������ļ�
һ��������
�������ο�IIW���ʱ���IIW�ǹ��ʺ���Э���ƶ��Ĺ���ͨ�ñ���
���� ������Ŀ��
1�� �绡�ֹ�����SMAW��
2�� ����-�������庸��GMAW��
3�� �ټ�-�������庸 (GTAW)
4�� ����
ʵ�ʲ����Լ�������ͼ��
�ֳ������Զ������Զ��Ѻ���������
���������취
��һ�������취
���ι��ʺ��Ӽ��ܱ���ֻ����ʵ�ʲ���������
������ΪA�顢B��ֱ���С�A��Ϊ23�������£�1987��5��1��ǰ��������B��Ϊ23�����ϡ�
A�飺��Ϊ�ֹ������绡����SMAW�����ֹ�������̼���屣������GMAW�����ֹ��ټ�벻���(GTAW)����-��Ȳ������OFW���ĸ����ӷ���������λ�ã���1G��2G��3Gλ�õĺ��ӱ�����ÿ��ѡ��ֻ�ܲμ�һ�ֺ��ӷ���������
B�飺��Ϊ�ֹ������绡����SMAW�����ֹ�������̼���屣������GMAW�����ֹ��ټ�벻���(GTAW)����-��Ȳ������OFW���ĸ����ӷ������ĸ�λ�ã���1G��2G��3G��4Gλ�õĺ��ӱ�����ÿ��ѡ��ֻ�ܲμ�һ�ֺ��ӷ���������
ʵ�ʲ����Լ�������ͼ��
�������Լ����
1������ѡ��Ӧ���涨�����Ͷ�������Ʒ�����������Ա�����ѡ�������Դ����߹涨����
2��ѡ��ƾ����֤�ͳ�ǩ����ȡ�Լ��ͺ��ġ�
3��ÿλѡ���������Լ��������ǰӦ����Ƿ����Ҫ��һ�㲻�������������飬�ɲ��г��ö���
4������ѡ�ְ���ǩ�ı����ִΣ����涨ʱ�䡢�ص����н����Լ���ԡ�
5���Լ�����Թ������粻��װ�ϣ�ѡ�ֿ����������������ʵ�����
6�����Ա��ÿ��ѡ�ֵĸ�������Ӧ������д�Լ���ת�������Ͽɺϸ������Լ����Ա��ѡ��ǩ���������Բ��������Ҫ����Լ������ԱӦ֪ͨѡ��������ԡ�δ�����ϸ��Ͽɵ��Լ���һ�ɲ������ڱ�����
7���Լ���Թ涨���£�
��1�����ʱ��Ϊ90���ӣ�
��2����̺�Ӧ��������ʽ������ͬ�ĺ��ӷ����ͺ��Ӳ��ϣ�
��3�������Լ�Ӧ����������¿��ڡ���̳������Լ����˵�̳���≤20mm��
����������Ҫ��
1��ѡ������ʽ����ǰ15����ƾ������ǩ����ȡ�Լ��ͺ��ġ��Է����ź�Ϊ�������ٵ�10���Ӽ������ߣ����Զ���Ȩ������
2����������ʱ�䣺
A�� �ֹ������绡����SMAW��Ϊ180���ӡ�
A�� �ֹ�������̼���屣������GMAW��Ϊ150����
A�� �ֹ��ټ�벻���(GTAW) Ϊ120����
A�� ��-��Ȳ������OFW��Ϊ150����
B�� �ֹ������绡����SMAW��Ϊ240���ӡ�
B�� �ֹ�������̼���屣������GMAW��Ϊ200����
B�� �ֹ��ټ�벻���(GTAW) Ϊ160����
B�� ��-��Ȳ������OFW��Ϊ200����
3�������в�ʹ�õ綯���ߡ�
4����������ǹ����ǯ�������߾��ɳ���ͳһ�ṩ�����Դ���
5��ѡ�ֿ��Ա����й��ߣ����֡����ӡ������ﱵ�����˿ˢ��ɰ�����������ֵ�Ͳ���ټ���ĥ���������֣�����ѡ���Դ����������ѣ���ǰ���룬�����з��ṩ����
6�������Լ��߶Ȳ��ޡ�
7��ѡ���Ե���ֻ����ͳһ���ŵ����Ͻ��У����ڼо����Ե���������Υ�������涨������
8���Լ�ȫ�����õ��溸��
9��ƽ���Լ��ĺ��ӷ������һ�����ӣ��������м������˺������������м亸����������ķ���ʹ���ķ���Ҫһ�£���-��Ȳ������OFW�����⣩��
10������λ���Լ���ʩ�������У�������������������Ӧ�ں���֧���Ͻ��У������ٱ任λ�úͷ���������������ʹ�Լ���λ��Ӧ�ڼ��Ա�ල�»ָ�ԭλ���Լ�δ���겻ȡ�£����������������������������Լ������κα�ǡ�Υ�������涨���õ��0�ִ�����
11��ʩ�������У��Լ����ϲ��貹��������ѡ���ڱ���ʱ���������ֹ�������������������治�����������ۣ���Υ�����Լ���0�ִ�����
12������ͣ�缰�ⲿԭ��Ӱ�����ʱ��ѡ����Ȩ������飬�ɲ��г���ʵ�ö���
13��ѡ���ڱ��������У�����Ҫ��Ϣ����ˮ����ϴ�ּ����ռ��ʱ�䣬һ�ɼ����ڲ���ʱ���ڡ�
14��������ϣ�ѡ��Ӧ���������Լ�����ĺ������ɽ����������ƻ��Լ������ԭʼ���Ρ���ʹ�õ綯���ߡ������õ��Լ������Ա��飬���Ա�緢��ѡ�ֶ��Լ�δ�����ɾ�����ȨҪ��ѡ�ַ����������õ��Լ��ɼ��Ա��ͬѡ�ֽ��Լ���ָ���ص��ţ����ڼ��¼��˫��ǩ�֡�
15��ѡ��Ӧ���Ź�ƽ����ԭ����б������������ж�������ṩ��������ʩ�������ִ�����Ϊ��ȡ����ѡ��ȫ�����Գɼ���
���ģ������ú���������
1��������
��1�������绡�����ټ�벻������ú�����
�ͺţ�WS-400
�������ң�
��2���ֹ�������̼���屣����������
�ͺţ�NB-350
�������ң�
��3�������� �ͺţ�H01-6
�������ң�
2������
��1���������ͺţ�AWS E7015�����Φ2.5mm��Φ3.2mm��Φ4.0mm���������ң�
��2���ټ�벻�����˿���ͺţ�AWS ER70S-6 �����Φ2.5mm��
�������ң�
��3��������̼���屣������˿���ͺţ�AWS ER70S-6 Φ1.0mm�������ң�
��4����-��Ȳ������˿���ͺţ�AWS ER70S-6 �����Φ2.5mm��
�������ң�
(��)ʵ�ʲ�����������
1������ѡ�ֱ�����Ӽ��Աָ�ӣ���“���������ļ�”����ʵ�ʲ��������ڲ���������Υ���涨�����Ա��Ȩ������ֹ���Բ���Ȱ���ߣ����Ա��������г��㱨����ѡ������������
2��������Ӧ�����ྲ����������������ۡ�����������ѡ���緢�����⣬Ӧ��������Ա��ӳ���õ����Աͬ�������ͣ����������ʱ���ռơ�
3�������г�ָ���ļ��Ա�⣬������Ա�뾭�쵼С����������ר����ͬ�������־���ɽ��롣
2010����“�ο˱�”���ʺ��Ӽ��ܴ���
ʵ�ʲ�����Ŀ��ͼ
�����绡����SMAW����������̼���屣������GMAW��
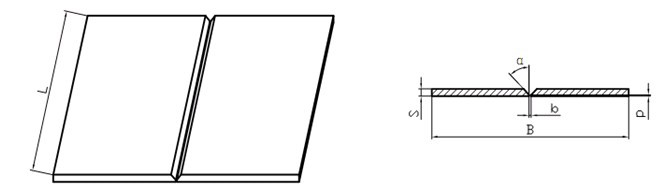
1����Խ�ƽ��λ��1G(�����绡��SMAW)��������̼���屣������GMAW��
���ʣ�Q235 δ=12mm
���ģ�SMAW AWS E7015 ���Φ2.5�L Φ3.2�L Φ4.0�L����ѡ��
GMAW AWS ER70S-6 ���Φ1.2�L
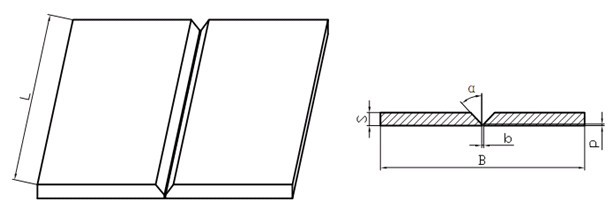
S��12mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
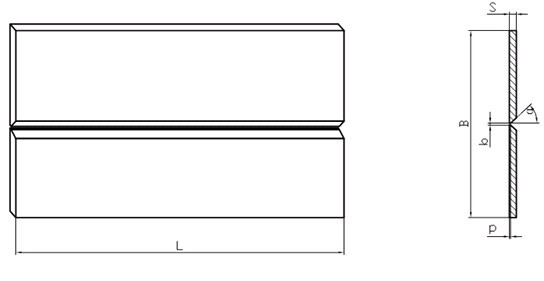
2����ԽӺẸλ��2G(�����绡��SMAW)��������̼���屣������GMAW��
���ʣ�Q235 δ=12mm
���ģ�SMAW AWS E7015 ���Φ2.5�L Φ3.2�L Φ4�L����ѡ��
GMAW AWS ER70S-6 ���Φ1.2�L
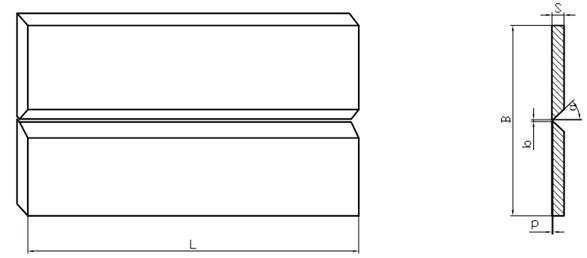
S��12mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
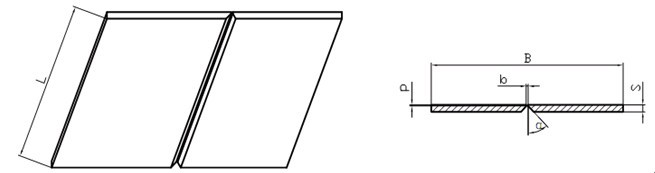
3����Խ�����λ��3G(�����绡��SMAW)��������̼���屣������GMAW��
���ʣ�Q235 δ=12mm
���ģ�SMAW AWS E7015 ���Φ2.5�L Φ3.2�L Φ4.0�L����ѡ��
GMAW AWS ER70S-6 ���Φ1.2�L
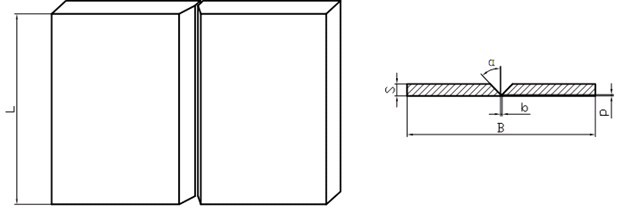
S��12mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
4����Խ�����λ��4G(�����绡��SMAW)��������̼���屣������GMAW��
���ʣ�Q235 δ=12mm
���ģ�AWS E7015 ���: φ2.5 mm��φ3.2 mm��φ4 mm (��ѡ)
GMAW AWS ER70S-6 ���Φ1.2�L
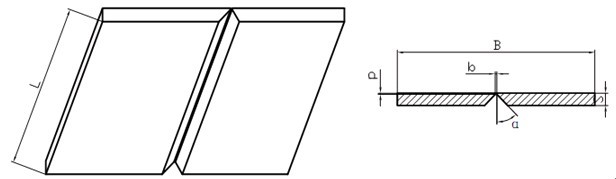
α��32°±2°
S��12mm
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
2010�걱��“�ο˱�”���ʺ��Ӽ��ܱ���
������Ŀ
�ֹ��ټ�벻���(GTAW) ��-��Ȳ������OFW��
1����Խ�ƽ��λ��1G �ֹ��ټ�벻���(GTAW)
��Խ�ƽ��λ��1G ��-��Ȳ������OFW��
���ʣ�Q235 δ=5mm
���ģ�GTAW AWS ER70S-6 ���Φ2.5�L �ټ�Φ2.5�L
OFW AWS ER70S-6 ���Φ2.0�L
S��5mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
2����ԽӺẸλ��2G �ֹ��ټ�벻���(GTAW)
��ԽӺẸλ��2G ��-��Ȳ������OFW��
���ʣ�Q235 δ=5mm
���ģ�GTAW AWS ER70S-6 ���Φ2.5�L �ټ�Φ2.5�L
OFW AWS ER70S-6 ���Φ2.0�L
S��5mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
3����Խ�����λ��3G �ֹ��ټ�벻���(GTAW)
��Խ�����λ��3G ��-��Ȳ������OFW��
���ʣ�Q235 δ=5mm
���ģ�GTAW AWS ER70S-6 ���Φ2.5�L �ټ�Φ2.5�L
OFW AWS ER70S-6 ���Φ2.0�L
.jpg)
S��5mm
α��32°±2°
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
4����Խ�����λ��4G �ֹ��ټ�벻���(GTAW)
��Խ�����λ��4G ��-��Ȳ������OFW��
���ʣ�Q235 δ=5mm
���ģ�GTAW AWS ER70S-6 ���Φ2.5�L �ټ�Φ2.5�L
OFW AWS ER70S-6 ���Φ2.0�L
a:32°±2°
S��5mm
B��200 mm
L��300mm
b��p�Զ�
���������Զ�
��ע��
1�� 18-23���ѡ��ֻ�μӣ���Խ�ƽ��λ��1G����ԽӺẸλ��2G����Խ�����λ��3G��������������Ŀ�����ַ���Ϊ����ɼ���ƽ���֣����������ܷ�/3����.
2�� 24-35���ѡ�ֲμӣ���Խ�ƽ��λ��1G����ԽӺẸλ��2G����Խ�����λ��3G����Խ�����λ��4G�����ĸ�������Ŀ�����ַ���Ϊ����ɼ���ƽ���֣����������ܷ�/4����
2010�걱��“�ο˱�”���ʺ��Ӽ��ܱ���
������ֱ�(һ)
��Ŀ����ԽӺ�1G��2G��3G��4G (SMAW��GMAW) δ=12mm
|
�����Ŀ
|
���б�
���÷�
|
���еȼ�
|
����
����
|
ʵ��
����
|
��ע
|
||||
|
I
|
II
|
III
|
IV
|
||||||
|
�������
|
�ߴ��
|
0��2
|
��2��3
|
��3��4
|
��0����4
|
|
|
|
|
|
�÷ֱ�
|
4��
|
3��
|
2��
|
0��
|
|||||
|
����
�߶Ȳ�
|
�ߴ��
|
≤1
|
��1��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
�������
|
�ߴ��
|
17��19
|
��19��21
|
��21��23
|
��17����23
|
|
|
|
|
|
�÷ֱ�
|
4��
|
2��
|
1��
|
0��
|
|||||
|
����
���Ȳ�
|
�ߴ��
|
≤1.5
|
��1.5��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
ҧ��
|
�ߴ��
|
��ҧ��
|
���≤0.5
|
��ȣ�0.5
|
|
|
|
||
|
�÷ֱ�
|
10��
|
ÿ2mm��1��
|
0��
|
||||||
|
�������
|
��
|
��
|
��
|
��
|
��
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
�������
|
��
|
��
|
��
|
��
|
��
|
|
|
|
|
|
�÷ֱ�
|
4��
|
2��
|
1��
|
0��
|
|||||
|
���氼
|
�ߴ��
|
0��0.5
|
��0.5��1
|
��1��2
|
|
|
|
|
|
|
�÷ֱ�
|
3��
|
2��
|
0��
|
|
|||||
|
����
|
�ߴ��
|
0.5��1
|
��1��2
|
��2
|
|
|
|
|
|
|
�÷ֱ�
|
3��
|
2��
|
0��
|
|
|||||
|
�DZ���
|
�ߴ��
|
0��1
|
��1��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
4��
|
3��
|
1��
|
0��
|
|||||
|
���ȱ�ݼ�¼
|
|
|
|||||||
|
������ۣ����������������б�
|
|||||||||
|
��
|
��
|
��
|
��
|
||||||
|
�������ۣ�
������ȡ�ϸ�ܣ�
�ߵͿ�խһ��
|
���νϺã�
������ȡ�ƽ��
|
�����пɣ�
����ƽֱ
|
����������
�ߵ͡���խ����
|
||||||
|
ע�������������������ơ����������ס�δ�ۺϵ�ȱ�ݻ���ֺ�������δ��ɣ�������0�ִ�����
|
|||||||||
��������鳤�� ��¼Ա��
�� �� Ա�� ʱ �䣺
2010�걱�����ʺ��Ӽ��ܱ���
������ֱ�(��)
��Ŀ����ԽӺ�1G��2G��3G��4G (GTAW��OFW) δ=5mm
|
�����Ŀ
|
���б�
���÷�
|
���еȼ�
|
����
����
|
ʵ��
����
|
��ע
|
||||
|
I
|
II
|
III
|
IV
|
||||||
|
�������
|
�ߴ��
|
0��1
|
��1��2
|
��2��3
|
��0����3
|
|
|
|
|
|
�÷ֱ�
|
4��
|
3��
|
2��
|
0��
|
|||||
|
����
��߲�
|
�ߴ��
|
≤1
|
��1��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
�������
|
�ߴ��
|
7��8
|
��6��10
|
��6����10
|
/
|
|
|
|
|
|
�÷ֱ�
|
4��
|
2��
|
0��
|
/
|
|||||
|
����
���Ȳ�
|
�ߴ��
|
≤1
|
��1��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
ҧ��
|
�ߴ��
|
��ҧ��
|
���≤0.5
ÿ2mm��1��
|
��ȣ�0.5
0��
|
|
|
|
||
|
�÷ֱ�
|
10��
|
||||||||
|
�������
|
��
|
��
|
��
|
��
|
��
|
|
|
|
|
|
�÷ֱ�
|
6��
|
4��
|
2��
|
0��
|
|||||
|
�������
|
��
|
��
|
��
|
��
|
��
|
|
|
|
|
|
�÷ֱ�
|
4��
|
2��
|
1��
|
0��
|
|||||
|
���氼
|
�ߴ��
|
0��0.5
|
��0.5��1
|
��1��2
|
|
|
|
|
|
|
�÷ֱ�
|
3��
|
2��
|
0��
|
|
|||||
|
����
|
�ߴ��
|
0.5��1
|
��1��2
|
��2
|
|
|
|
|
|
|
�÷ֱ�
|
3��
|
2��
|
0��
|
|
|||||
|
�DZ���
|
�ߴ��
|
0��1
|
��1��2
|
��2��3
|
��3
|
|
|
|
|
|
�÷ֱ�
|
4��
|
3��
|
1��
|
0��
|
|||||
|
���ȱ�ݼ�¼
|
|
|
|||||||
|
������ۣ����������������б�
|
|||||||||
|
��
|
��
|
��
|
��
|
||||||
|
�������ۣ�
������ȡ�ϸ�ܣ�
�ߵͿ�խһ��
|
���νϺã�
������ȡ�ƽ��
|
�����пɣ�
����ƽֱ
|
����������
�ߵ͡���խ����
|
||||||
|
ע�������������������ơ����������ס�δ�ۺϵ�ȱ�ݻ���ֺ�������δ��ɣ�������0�ִ�����
|
|||||||||
��������鳤�� ��¼Ա��
�� �� Ա�� ʱ �䣺
2010�걱�����ʺ��Ӽ��ܱ���
����������ֱ�
|
��Ŀ
|
��Ƭ
����
|
������Χ
|
�Ʒַ���
|
���˵��
|
|
|
��״
�Լ�
|
1
|
�������˸�ȥ��20mm
|
|
1��һ��Ƭ��ȱ��50�֣�
1) ����������ȱ��������45�֣�
2) ���������ȱ��,������ÿ���1��,������35��.
2������Ƭ������35�֡���������ȱ�ݰ�����ȱ�����ʿ۷�,������20�֡�
3������Ƭ��0�֡�
4��ͬһ�Լ��ж��ŵ�Ƭ�ģ����ȼ����һ�ŵ�Ƭ���֡�
|
|
|
ȱ��
����
|
ȱ��
�ߴ�
|
�� �� ��
|
|||
|
Բ
��
ȱ
��
|
�ߴ�≤0.5mm
|
ÿ���0.5��
|
|||
|
�ߴ磾0.5mm��1 mm
|
ÿ���1�֣����ڣ�mm��Բ��ȱ�ݣ���������
|
||||
|
��
��
ȱ
��
|
����
ȱ��
|
����ÿ1mm�ۣ���
|
|||
ע���Լ���X�����鰴JB/T 4730-2005 ����������������10×10mm��